Принципы порошковой окраски металлических изделий
Содержание:
- Особенности покраски колесных дисков автомобиля порошковой краской: преимущества и оборудование
- Оборудование для порошковой покраски
- Технология покраски поэтапно
- 1.4. Области применения порошковых красок
- Какие бывают входные двери?
- Оборудование для порошковой покраски: выбор и самостоятельное изготовление
- Как красить порошковой краской
- Системы рекуперации
- Вот одни из преимуществ и недостатков порошковой покраски
- Необходимое оборудование
Особенности покраски колесных дисков автомобиля порошковой краской: преимущества и оборудование
Технология восстановления поверхности при помощи порошковых красок довольно популярна. Специалисты объясняют это целым рядом положительных моментов от применения данной методики:
- Долговечность и устойчивость к механическим воздействиям и химическим реагентам.
- Порошковая покраска дисков своими руками на видео вполне доступна и требует минимального расхода материалов.
- Возможность создания краски любого оттенка.
Однако вариант практически нереализуем в домашних условиях, потому что существует технологическая необходимость в специальном оборудовании:
- Покрасочная камера.
- Электростатический пистолет-пульверизатор.
- Сушильная печь.
Соответственно потребуется компрессор и надежный источник электропитания, причем, желательно трехфазного типа. Тем не менее, есть мастера, которые смогли оборудовать рабочее место из подручных средств, например, в качестве печи они используют духовые шкафы бытового назначения. Насколько это оправдано при единичном использовании, каждый судит сам, но вполне очевидно, что суммарная затратность мероприятия слишком велика.
Отсюда напрашивается вывод – восстановление внешнего вида колес при помощи аэрозольного баллончика представляет собой самый оптимальный вариант. Однако речь пойдет не о нем, ниже рассмотрим, что представляет собой покраска колесных дисков порошковой краской и основные нюансы метода.
Оборудование для проведения работ
Основной недостаток порошкового метода окраски заключается в довольно сложной технологии и дорогом оборудовании, хотя, в определенных случаях допускается использование бытовых приспособлений:
- Покрасочная камера для сухого напыления должна быть оборудована рекуператором, который собирает остатки порошковой краски. В последующем их используют повторно. В бытовых условиях наши «самоделкины» приспособились использовать обычный пылесос циклонного типа.
- Пескоструйный аппарат для очистки поверхности абразивно-воздушной смесью. Возможно применение самодельных приборов или, в крайнем случае, ручная очистка наждачной бумаги соответствующей зернистости.
- Компрессорная установка, которая способна обеспечить рабочее давление до 5 атмосфер для обеспечения работы «пескоструя» и покрасочного пистолета. Обязательно наличие маслоуловителя и фильтра с сорбентом для подготовки сжатого воздуха.
- Трибостатический или электростатический пистолет для распыления краски. Первый подходит для работы только с эпоксидным пороком, а второй — со всеми типами порошковых красок. Встречаются самодельные варианты, например, сделанные на основе пластиковой бутылки и металлической крышки.
- Сушильная камера с вытяжкой, обеспечивающая температуру 200°C.
- Мощная электросеть с заземлением.
На всех видео для качественной и эффективной покраски дисков своими руками рекомендуется купить или взять в аренду хороший покрасочный пистолет. Не имея практики, впервые связываться с изготовлением самодельного прибора не желательно, так как этот процесс может занять массу времени, и его результат не гарантирует стопроцентной реализации.
Базовые материалы
При окраске автодисков применяют следующие виды порошковых красок:
- Полиэфирные – покрытия устойчивы к коррозии и суровым атмосферным условиям.
- Эпоксидные – слой этой краски особо стоек к щелочной и кислотной среде.
- Полиуретановые – покрытие сохраняет свой первозданный вид даже после абразивного воздействия, а также устойчиво к маслам и растворителям.
- Силиконовые – особо устойчива к воздействию высоких температурных режимов.
На рынке представлено большое количество продукции, с помощью которой несложно подобрать нужный цвет, фактуру (глянцевая или матовая), а также структурный тип полимерной поверхности (шагрень, антик и т.д.). Наиболее популярны следующие марки красок:
Гамма цветов, которая распространена в России, определена нормативом RAL, но производители предлагают и ряд красок других стандартов.
При отсутствии пескоструя можно применить дрель с насадками, впрочем, как и при окраске штампованных автодисков ; поможет в таком случае и наждачная бумага с разными абразивными номерами (Р200-Р600). Для обезжиривания понадобится растворитель и специальные салфетки.
Оборудование для порошковой покраски
Чтобы воспользоваться этим методом окрашивания, вам потребуется определенное оборудование. Среди необходимых для работы приспособлений вам понадобится:
- распылитель;
- камера для запекания краски.
При помощи распылителя будет распыляться непосредственно сам лакокрасочный материал. Этот инструмент бывает двух видов — ручной и автоматический. Камера запекания необходима для осуществления процесса полимеризации. Именно благодаря ему порошок приобретет необходимые свойства, превратившись в надежную плёнку.
Если у вас нет намерения впоследствии регулярно пользоваться технологией порошкового окрашивания, то можно не тратиться на приобретение специальной печи. Ее отлично сможет заменить обычная духовка.
Чтобы процесс покраски проходил по всем правилам, вы должны обеспечить соблюдение определенных условий:
- хорошее освещение;
- достаточная вентиляция.
Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже
Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света. Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы.
Когда вы закончите работу по окрашиванию, вам придется подумать о том, как собрать остатки краски. Лучше всего с этой задачей справится пылесос циклонного типа. Ни в коем случае не используйте обычный агрегат, так как он очень быстро засорится.
Подготовка поверхности к окрашиванию
Советуем запастись терпением, когда вы начнете подготавливать металлическую поверхность к окрасочным работам. Это потребует от вас значительных временных и трудовых затрат. Но помните, что от того, как вы проведете этот важный этап, будет зависеть и конечный результат
Поэтому уделите этому особое внимание
Во время подготовки металла к покраске вам придётся выполнить ряд этапов:
- очистить металлическую поверхность от загрязнений;
- удалить следы жира;
- обработать материал антикоррозионным составом;
- нанести фосфатирующие средства для улучшения сцепления краски.
Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Во время обработки металла не помешает нанести на него конверсионный подслой. Он защитит краску от проникновения влаги и грязи, что исключит ее отслаивание, а это позволит сохранить результат вашей работы в первозданном виде надолго. Непосредственно на конверсионный подслой можно наносить фосфатирующие средства.
В рамках подготовки поверхности к покраске необходимо не забыть выполнить такую важную процедуру, как пассивирование. Смысл ее заключается в нанесении на поверхность нитратов хрома и натрия. Благодаря этой процедуре вы защитите металл от коррозионных процессов после окрашивания.
Закончив подготовку поверхности и обработав ее необходимыми веществами, обязательно сполосните металл и высушите. После этого можно начинать саму процедуру окрашивания.
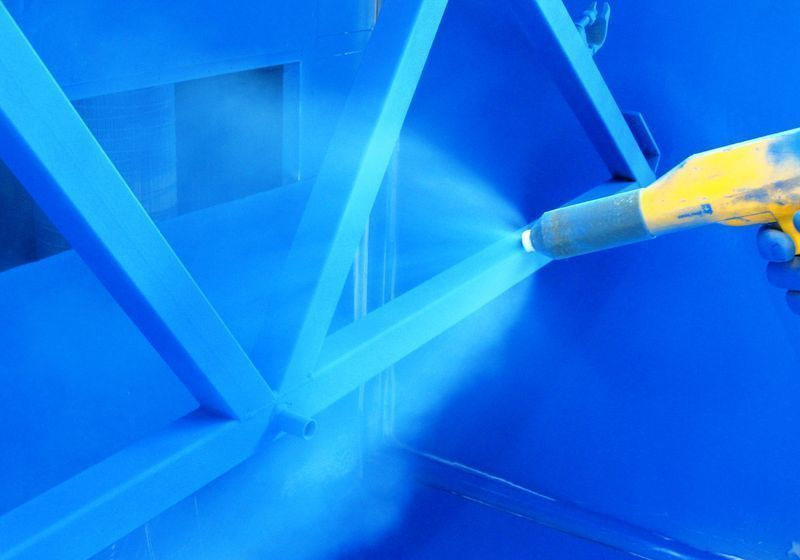
Распыление порошка
Возьмите распылитель и начинайте равномерно наносить сухую краску на подготовленную поверхность. Рекомендуется предварительно защитить рабочую зону специальной ширмой, иначе во время окрашивания краска будет разлетаться по всему помещению.
Технология покраски поэтапно
Процесс окрашивания включает 3 последовательных этапа. Каждый из шагов имеет решающее значение. На раннем этапе подготовки необходимо сделать все работы, которые обеспечат равномерное стойкое окрашивание. Полимеризация, являющаяся заключительным этапом, требует использования специальных приспособлений.
Подготовка
Подготовительный этап основан на тщательном зачищении поверхности, выбранной под покраску.
Чтобы правильно подготовить зону обработки, используют несколько приемов:
- сначала деталь зачищают с помощью тряпки;
- затем наждачной бумагой обрабатывают места, подверженные коррозии;
- после этого наносят обезжириватель;
- следующий прием – грунтование;
- после грунтовки на деталь наносят пассивированный слой.
Внимание! Детали сложного строения со следами сильной коррозии замачивают в щелочи на 2-6 часов
Покрытие детали порошковым покрытием
Порошкование – средний этап. Покрасить детали удастся только при условии соединения поверхности с минусовым проводом, который даст реакцию в результате взаимодействия с плюсовым проводом, подсоединенным к пробке бутылки.
Бутылка должна быть поднесена к поверхности на расстоянии не меньше 20-30 миллиметров. Всю поверхность покрывают порошкообразным составом, остатки от покрытия при этом рекомендуют собирать на подстеленную заранее газету или клеенку.
Полимеризация
Процесс полимеризации проходит при соблюдении определенных условий. Для создания оптимальной среды необходима полимеризующая камера. Механизм полимеризации основан на методе нагревания детали до такой температуры, при которой порошок начинает образовывать прочное сцепление с поверхностью. Деталь размещают в камере до максимального нагревания, затем оставляют на некоторое время. После образования финиша деталь остывает при естественных условиях, на открытом воздухе.
Чем лучше и как правильно красить подошву кроссовок, пошаговая инструкция
Запекание проходит при температуре от +170 до +190 градусов на протяжении 10-15 минут. Полимеризация не заканчивается с прекращением подачи тепла. Часть процесса связана с медленным естественным остыванием обработанного материала.
Мнение эксперта
Захарова Ирина Юрьевна
Профи по клинингу с 15-ти летним стажем. Наш лучший эксперт.
Задать вопрос
1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.
Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
|
Металлические субстраты |
|
|---|---|
|
Тяжелое, транспортное и сельскохозяйственное машиностроение |
Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
|
Приборостроение, электротехническая, радио- и электронная промышленность |
Трансформаторы, конденсаторы, приборы, инструменты |
|
Производство товаров народного потребления, бытовой техники |
Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
|
Строительство |
Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
|
Неметаллические субстраты |
|
|
Строительство |
Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
|
Производство товаров народного потребления |
Декоративные керамические изделия, изделия из пластмассы, древесины |
Какие бывают входные двери?
Производители металлических дверей стараются все время угождать потребителям, и для этих целей они совершенствуют свою продукцию, стараясь продлить срок ее эксплуатации разными способами. Не последнюю роль в данном вопросе играет внешняя отделка.
Помимо покрытия обычными лакокрасочными материалами, сравнительно недавно фирмы-изготовители стали использовать порошковое напыление металлических уличных дверей. Изделия с напылением порошково-полимерного типа гарантированно сохраняют внешний эстетичный вид в течение длительного времени.
Двери с покрытием надежно защищены от вредного воздействия различных факторов. Подобные технические характеристики металлических дверей с напылением позволяют применять их в качестве наружных. Зачастую их устанавливают на улице, на входах в частные строения, в офисные помещения, в различные общественные здания. Большинство владельцев монтируют конструкции с таким напылением и в квартирах, в целях предохранения от мелких механических повреждений.
Недостатки порошкового покрытия
При всем богатстве списка достоинств, покраска дверей порошковой краской имеет и свои недостатки.
Технология окрашивания требует создания температуры плавления порошка на уровне 150-220 градусов, что исключает возможность обрабатывать таким способом поверхности из пластика и дерева.
- Порошковое покрытие имеет более высокую стоимость, чем обычная жидкая краска.
- Оборудование для покраски имеет узкий круг назначения. Небольшая печь не обработает покрытия большой площади. А большая печь неэффективна при работе с маленькими деталями.
- Сложности в нанесении тонкого слоя краски.
- При низких температурах сложно проводить работы с порошком.
Оборудование для порошковой покраски: выбор и самостоятельное изготовление
Многие необходимые инструменты и приспособления можно изготовить своими руками. Это позволит значительно сэкономить, но потребует много сил и времени. Для получения оптимального результата некоторое оборудование рекомендуется приобретать.
Распылитель
Распылитель является одним из важнейших инструментов, от качества напыления зависит то, каким получится покрытие. Поэтому лучше отказаться от самостоятельного создания приспособления и отдать предпочтение готовым вариантам. Принцип окрашивания заключается в том, что частички краски, проходя через пистолет, приобретают определенный заряд.
Прибор бывает двух основных видов:
- Электростатический. В нем частички заряжаются от постороннего воздействия. С его помощью можно красить любыми видами порошковых составов.
- Трибостатический. Этот вариант более простой, частицы приобретают заряд за счет быстрого вылета из сопла и трения между собой. Такой метод напыления требует соблюдения определенных условий, на качество покрытия оказывает влияние влажность. Также необходимо правильно рассчитать длину подсоединенного шланга, которая зависит от мощности компрессора.
- Интересный вариант – пистолет «Старт», особенно с серийным номером 50. Такая разновидность универсальна и сочетает в себе обе технологии нанесения краски. С этой целью прибор снабжается дополнительной трубкой для трибостатического напыления.
- Более доступным является «Лидер». Он позволяет выполнять работы в домашних условиях. Отличается небольшим расходом краски.
- Для профессиональных процессов и масштабного производства отличным решением будет оборудование марки «Тесла». Стоимость такой установки значительно превышает предыдущие варианты, но обеспечивает комфортный уровень работы.
Камера окраски
Покрасочную камеру можно изготовить самостоятельно, для этого не потребуются сложные материалы. Но многие мастера считают, что от этого участка можно отказаться. Действительно, если мероприятие проводится единожды, то достаточно подготовить удобное и чистое место, которое закрывается плотной полиэтиленовой пленкой. Но при постоянных работах такое приспособление будет нелишним.
Алгоритм создания камеры:
- Сваривается каркас нужного размера, для этого используется металлический профиль. Если покраска будет проводиться в специальном помещении, то при наличии свободного места камеру делают стационарной. Создаваемый бокс должен быть достаточно просторным.
- С внешней стороны профиль обшивается листами железа, с внутренней укладывается теплоизоляция. Необходимо добиться предельной герметичности, что позволит сохранить большую часть неиспользуемого порошка.
- Для лучшего сбора краски пол рекомендуется сделать решетчатым.
- Отдельно предусматривается принудительная вентиляция.
Упростить задачу можно, расположив покрасочный участок вдоль одной из стен помещения. Смежные поверхности обшиваются листами железа, место подвеса располагается на некотором удалении от стены, а под ним размещается контейнер для частичного сбора состава. Пространство закрывается плотным занавесом.
Именно печь – один из самых важных элементов при выполнении порошковой покраски. Она необходима для расплавления нанесенных на поверхность детали частиц состава. Важным условием является выбор оптимальной температуры. Суть процесса полимеризации заключается в том, что нагреть нужно не поверхность, а полностью изделие, которое подвергается обработке.
Изготовление печи
Изготовление такого устройства – не самая легкая процедура. Подробный алгоритм процесса включает несколько этапов.
Подготовка необходимого материала
Для создания печи потребуется:
- сварочный аппарат;
- болгарка;
- дрель с насадками по металлу;
- ножницы.
- плиты базальтовой ваты толщиной 100 мм;
- металлический профиль размером 5*2 см;
- оцинкованные листы стали;
- тангенциальный вентилятор;
- тэны (для камеры шириной и глубиной 100 см при высоте 200 см потребуется 12 шт.);
- термодатчики и блок контроля.
Как красить порошковой краской
До того, как красить порошковой краской нужно подготовить основание
Также важно подобрать красящий состав правильно. После же покраски проводят сушку слоя
Важно подобрать красящий состав правильно.
Выбор краски
Окрашивание можно производить двумя типами красящих средств: термопластичным, при их использовании средство наносится на изделие, которое запекается, воздействует на процесс лишь температура; термореактивные, соединение происходит за счет химической реакции, в итоге слой будет особо прочным.
 Оттенок краски нельзя изменить красителем.
Оттенок краски нельзя изменить красителем.
Отличия полиэфирных и эпоксидных порошковых красящих смесей
Когда предмет эксплуатируется на улице, то полиэфирные составы более предпочтительны. Они лучше справляются с защитой поверхности от внешних факторов. Эпоксидные составы подойдут для внутренней покраски, выделяются также электроизоляционным свойством.
 Эпоксидные составы подойдут для внутренней покраски, выделяются также электроизоляционным свойством.
Эпоксидные составы подойдут для внутренней покраски, выделяются также электроизоляционным свойством.
Технология окрашивания
Технологически процесс выполняется нижеописанным образом:
- Очищается основание от всех типов загрязнений, снимается старый слой.
- Проводится обезжиривание.
- Высохший предмет отправляют в камеру, заземляют.
- Краскопультом распределяется порошок.
- Переносят окрашенную деталь в печь.
- Нагревается предмет 10-30 минут под необходимым температурным воздействием.
- Изымают предмет из печи, чтобы оно остыло, использовать изделие желательно через 24 часа.
 Нагревается предмет 10-30 минут под необходимым температурным воздействием.
Нагревается предмет 10-30 минут под необходимым температурным воздействием.
Подготовительный этап
Начинают с очистки основания, также требуется избавиться при наличии от ржавых пятен. Обезжиривают предмет, наносится грунтовочный раствор, рекомендуется провести пассивирование предмета, чтобы исключить появления ржавчины во время работы.
 Начинают с очистки основания, также требуется избавиться при наличии от ржавых пятен.
Начинают с очистки основания, также требуется избавиться при наличии от ржавых пятен.
Шпаклевка
Шпаклевка применяется, чтобы устранить неровности основания. Также шпатлевка помогает создать защиту от коррозийных образований, укрепить предмет, поверхность становится толще.
 Шпаклевка применяется, чтобы устранить неровности основания.
Шпаклевка применяется, чтобы устранить неровности основания.
Покрывание детали порошковым покрытием
Наносить порошок с помощью пульверизатора несложно, он будет распыляться с необходимым зарядом по поверхности через сопло, после запуска процесса специальным курком. Остатки порошка можно будет после собрать, использовать на другом изделии.
 Наносить порошок с помощью пульверизатора несложно, он будет распыляться с необходимым зарядом по поверхности через сопло.
Наносить порошок с помощью пульверизатора несложно, он будет распыляться с необходимым зарядом по поверхности через сопло.
Полимеризация
Полимеризация проходит в печи, важно верно подобрать температурный режим и время нагревания. Параметры зависят от вида краски, производитель часто прописывает показатели в инструкции
После деталь должна остыть на открытом воздухе.
Полимеризация проходит в печи, важно верно подобрать температурный режим и время нагревания.
Порошковое окрашивание можно провести самостоятельно. Многие приборы можно сделать самому, но все же некоторые технически сложно сделать, поэтому лучше приобрети готовые варианты.
Системы рекуперации
Наибольшее распространение получили 2 системы рекуперации (рециркуляции) порошковой краски: циклонная и картриджная. В циклонной системе лишний порошок затягивается при помощи засасывающего воздухопровода камеры нанесения краски. В этом помогает воздушный поток, который создается вентилятором системы рекуперации. За счет цилиндрической формы циклона смесь из воздуха и порошка движется в нем по особой траектории. Порошковая смесь разделяется на частицы размером менее 20 мкм и более 20 мкм, затем более крупные частицы выпадают в рециркуляционный бункер и автоматически переносятся обратно в питательную емкость. Остальные более мелкие частицы затягиваются в фильтр. Циклонная система рекуперации дает возможность использовать любое нужное количество порошковых красок, не заменяя оборудования. Потери порошка в таких системах составляют около 10%.
Картриджные системы рекуперации более экономичные. В них потери порошка достигают всего 2-3%. Но из-за сложности очистки они применяются для нанесения порошка только одного цвета. Частицы краски отделяются от воздушного потока картриджным фильтром и удерживаются ним, а затем при помощи обратного импульса периодически стряхиваются с фильтра и отбрасываются в специальный приемник, откуда поступают в питательную емкость.
https://youtube.com/watch?v=ftRpwXuaSsU
Вот одни из преимуществ и недостатков порошковой покраски
Основные положительные качества порошковой покраски состоят: в долговечности, снижению затрат и вреда для окружающей среды.
В ней не используются пожароопасные и вредные жидкие растворители, поэтому данная покраска практически безопасна как для человека, так и для флоры фауны. Отсутствие таких растворителей снижает стоимость покраски. Кроме того, выбор тонов, текстур и цветов практически не ограничен желанием и потребностью заказчика.
Порошковая покраска способна предоставить любые цвета, оттенки и фактуры: от золотистого или серебристого металлика, до поверхности под бронзу, дерево или гранит. Крася порошковой краской, получаются поверхности с различным глянцем, а также с рельефной фактурой, таких как антик или антрацит. Порошковая краска уже от колерована, что не требует таких дорогостоящих процедур как контроль вязкости и подбор тона. Это предают им наибольшую экономичность и прочность, стойкость и долговечность, и при всём этом достигается отличное качество, ровность и однотонность окрашиваемой поверхности. Порошковая покраска обеспечивает ударопрочное антикоррозийной покрытие, которое функционирует в режиме температур от 150 до -60 С и обеспечивает надежную электроизоляцию. И не реагирует на резкие перепады температур.
Порошковая краска и её экономические преимущества:
• Низкий процент отходов;
• На рабочую поверхность наносится до 96% краски;
• При избыточном напылении, краска собирается в красильной камере и готова к очередному нанесению;
• Высоко автоматизированная технология, обеспечивает легкость в уходе за покрытием, отсутствует необходимость его очистки и простоту в обучении рабочих (в основном на больших заводах); так же доступна для небольших предприятий с ручным нанесением порошковой краски.
• Отсутствие очистителей и растворителей, что не требует времени на их испарение, ни затрат на удаление паров.
Порошковая краска и экология:
• Отсутствуют вредные органические соединения;
• Экологически чистая технология производства;
• Низкая опасность возгорания;
• Снижены выделения химических запахов;
• Санитарно-гигиенические условия труда намного выше, чем при использовании обычных методов покраски;
• В процессе полимеризации предельно допустимые нормы концентрации летучих веществ не достигаются.
Преимущества порошковых красок в сравнении с красками на растворителях:
• При традиционных способах покраски невозможно достичь отличных физико-химических и декоративных свойств покрытий;
• Лучшие эксплуатационные свойства, высокое качество покрытий;
• Нет необходимости в грунтовки поверхностей;
• Для нанесения порошковой краски достаточно одного слоя. Это достигается за счёт 100 процентного содержания сухих веществ, дорогие многослойные краски этим свойством не обладают;
• В сравнении с обычными красками, порошковые краски обладают лучшими ударопрочными и антикоррозийными свойствами. Меньшая пористость в порошковом покрытии;
• Так как порошковая краска поставляется в готовом виде, то не требует особой подготовки и контроля вязкости;
• Потери при порошковой покраске около 2-5%, при покраски жидкими красками потери будут до 45%
• Отвердевание порошковых красок составляет 30 минут;
• Порошковая краска не занимает много места, поэтому не требует больших складских помещений;
• Высокая прочность порошковых красок при транспортировки обеспечивает минимальное повреждение покрашенных поверхностей, что обеспечивает снижение затрат на упаковку.
Возможные недостатки:
• При смене цвета, требуется чистый контейнер;
• Для предотвращения взрыва требуется чёткий контроль процесса покраски;
• Возникновения трудностей окрашивания очень тонких слоев;
• При низких температурах, также возникают трудности в покраске;
• При сборных конструкциях или нестандартных формах возникают некоторые ограничения в покраске.
Необходимое оборудование
Для изготовления порошковой покрасочной камеры потребуется купить некоторое оборудование, которое невозможно смастерить из подручных средств. Работа в самодельной камере потребует строгого соблюдения точной технологии. Что потребуется:
- Печка по принципу духовки.
- Пылесос с насадкой циклонного вида.
- Покрасочный пистолет.
- Наличие вентиляции.
- Сильный компрессор для подачи сжатого воздуха.
- Надёжный, мощный источник электроэнергии.
- Фильтр с регулятором давления.
Можно применить обычную модель покрасочного пистолета. Через него надо пустить сжатый воздух под давлением две атмосферы. Но часто придётся иметь дело и с более высоким давлением. Необходимо запастись фильтром с регулировкой давления. Устройство камеры требует наличия мощного источника тока. Процесс потребует и вентиляции. Применить простой пылесос не получится: он быстро забьётся. Лучше всего купить аппарат с циклонной насадкой. В ходе работы пригодится оборудование:
- линейка,
- болгарка,
- уровень,
- сварка (желательно полуавтоматическая),
- ножницы по металлу,
- прочие инструменты (обязательно плоскогубцы).
Камера полимеризации может быть сделана без сварки. Её можно склепать, сделать на саморезах.
Материалы и составные части
Потребуется перечень следующих материалов:
- оцинкованный листовой металл,
- профильная труба (с гранью 30 мм),
- тэны для нагрева,
- улитковый вентилятор,
- дверные петли и защёлка,
- утеплитель (желательно базальтовая плита 100 мм),
- блок для управления электроприборами,
- провод с соответствующим сечением.
Освещать помещение лучше всего герметичными лампами дневного света. Они не нагреваются, осевшая на них краска не станет плавиться. После установки печи располагают кронштейны. Они потребуются для охлаждения покрашенных деталей. Проводка электросети — дело ответственное. Оно не терпит ошибок, схема должна иметь заземление. Лучше пригласить для консультации бывалого электрика.






